


Mitä on TBM-valmistus ja miksi sillä on merkitystä?
TBM-valmistus viittaa tunneliporauskoneiden suunnitteluun ja tuotantoon. Nämä ovat massiivisia, pitkälle erikoistuneita laitteita, joita käytetään tunneleiden kaivamiseen kallion, maaperän, saven ja sekalaisten maaperäolosuhteiden läpi. Nämä ovat monimutkaisimpia koskaan rakennettuja koneita, joissa yhdistyvät huippuluokan koneenrakennus, hydrauliikka, elektroniikka ja materiaalitiede yhdeksi integroiduksi järjestelmäksi, joka voi painaa muutamasta sadasta tonnista pieneen hyötytunnelikoneeseen yli 7 000 tonniin suurihalkaisijaisiin metro- tai moottoritietunneliprojektiin. Tunnelointiporauskoneen valmistusprosessi ei ole kuin useimpien teollisuuslaitteiden valmistus – jokainen kone on käytännössä räätälöity projekti, joka on suunniteltu täyttämään yksittäisen tunnelisopimuksen erityiset geologia-, halkaisija-, kohdistus- ja vuorausvaatimukset.
TBM:ien maailmanlaajuinen kysyntä on kasvanut tasaisesti vuosikymmeniä, mikä johtuu massiivisista infrastruktuuri-investoinneista metron rautatiejärjestelmiin, tietunneleihin, vesihuolto- ja jätevesiinfrastruktuuriin, vesivoimatunneleihin ja maanalaisiin logistiikkaverkkoihin. Kaupungit Lontoosta Mumbaihin ja Los Angelesiin käyttävät aktiivisesti TBM:itä maanalaisen infrastruktuurin rakentamiseen häiritsemättä pintaelämää. Tämä kysyntä on luonut maailmanlaajuisesti kilpailukykyisen TBM:n valmistus alaa hallitsee kourallinen suuria valmistajia, jotka pystyvät toimittamaan räätälöityjä koneita, jotka on suunniteltu ja valmistettu poikkeuksellisen tarkasti sopimusaikatauluissa, jotka voivat ulottua 18 kuukautta tai enemmän.
Tunneliporauskoneiden tyypit ja niiden valmistus eri tavalla
TBM-valmistus ei ole yksittäinen tuotantoprosessi – se on sarja toisiinsa liittyviä mutta selvästi erilaisia konemalleja, joista jokainen on suunniteltu tiettyjä maaolosuhteita varten. Projektiin valittu TBM-tyyppi muokkaa olennaisesti valmistuslaajuutta, komponenttien spesifikaatioita ja kokoonpanon monimutkaisuutta.
Hard Rock TBM (Gripper TBM)
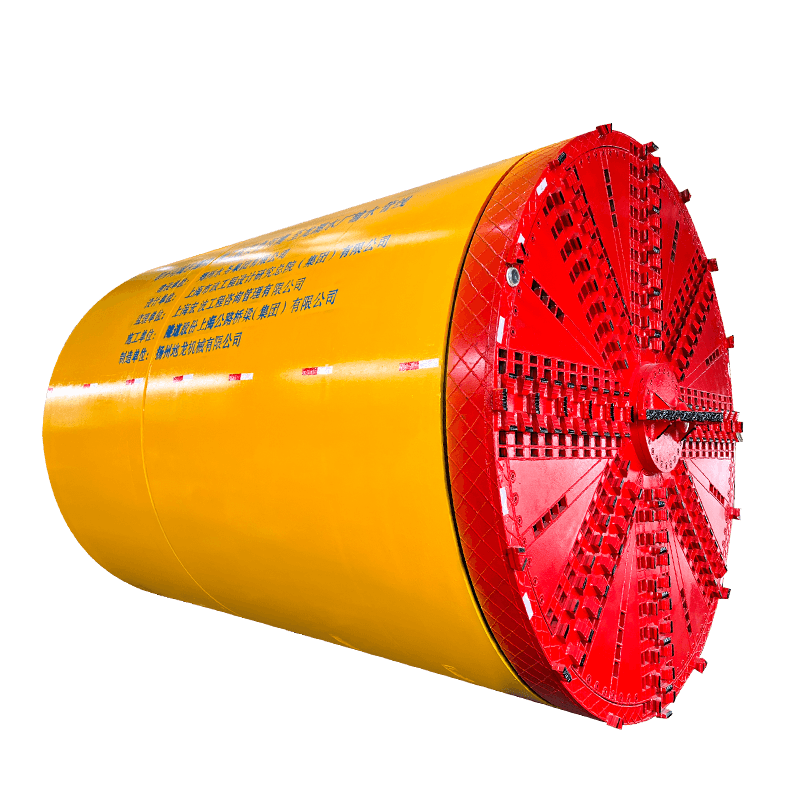
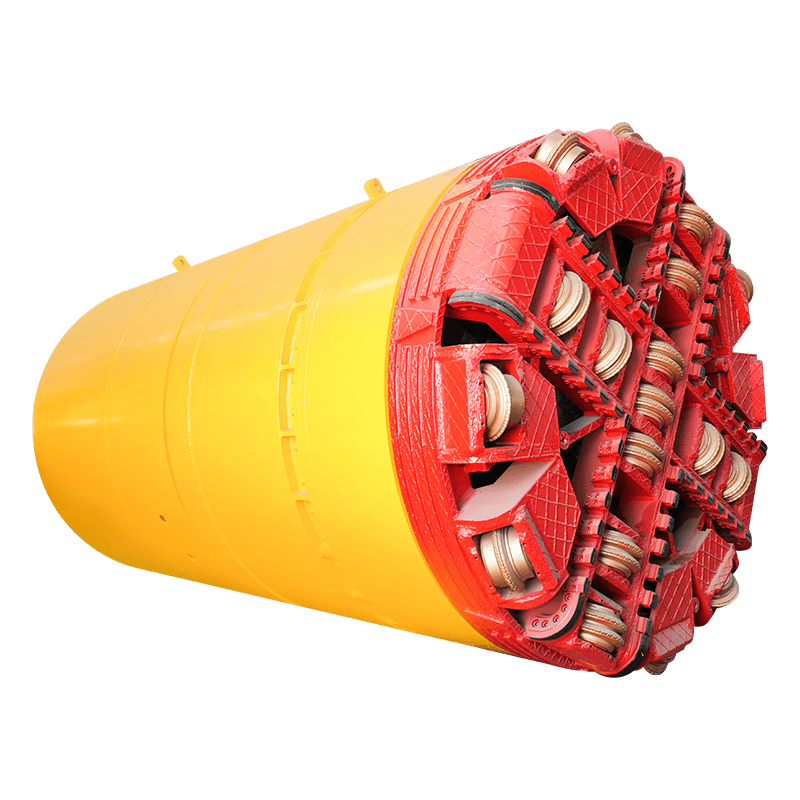
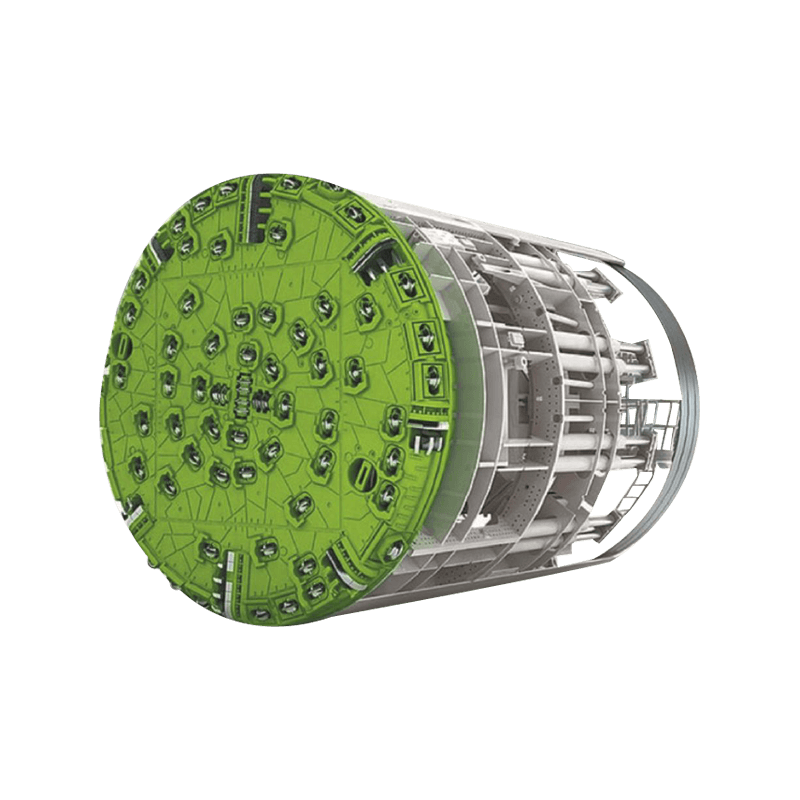
Gripper TBM:t on suunniteltu tunneloimaan kiinteän, pätevän kiven, kuten graniitin, basaltin ja kalkkikiven läpi. Kone etenee työntämällä pyörivää teräpäätä kallion pintaa vasten, kun taas hydrauliset tarraimet ulottuvat sivusuunnassa ja tukevat tunnelin seiniä vasten, mikä tarjoaa eteenpäin työntövoiman tarvittavan reaktiovoiman. Tarttujan TBM:n valmistuksessa keskitytään valmistamaan erittäin vankka leikkuripää – joka on tyypillisesti valmistettu erittäin lujasta teräslevystä tarkasti sijoitetuilla kiekkoleikkurin koteloilla – ja tehokkaan päälaakerikokoonpanon tuottamiseen, joka pystyy siirtämään valtavia työntökuormia pyörien jatkuvasti. Kovan kivikoneen lautasleikkurit ovat tarkasti suunniteltuja kovametallikomponentteja, jotka on valmistettava tiukoilla mittatoleransseilla, jotta varmistetaan tasainen kuluminen teräpään pinnalla.
Maapainetasapainokoneet (EPB).
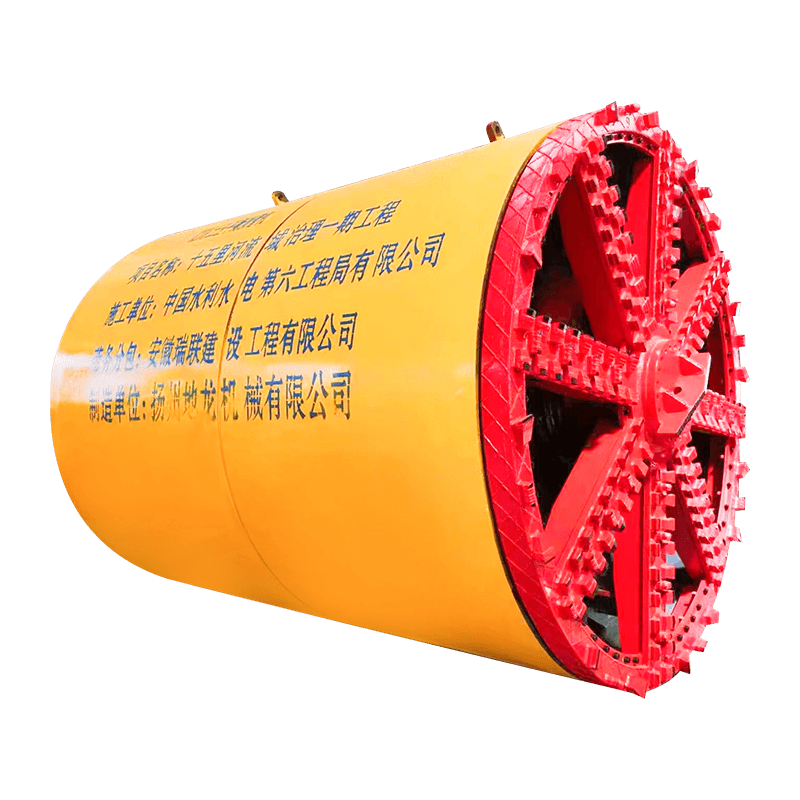
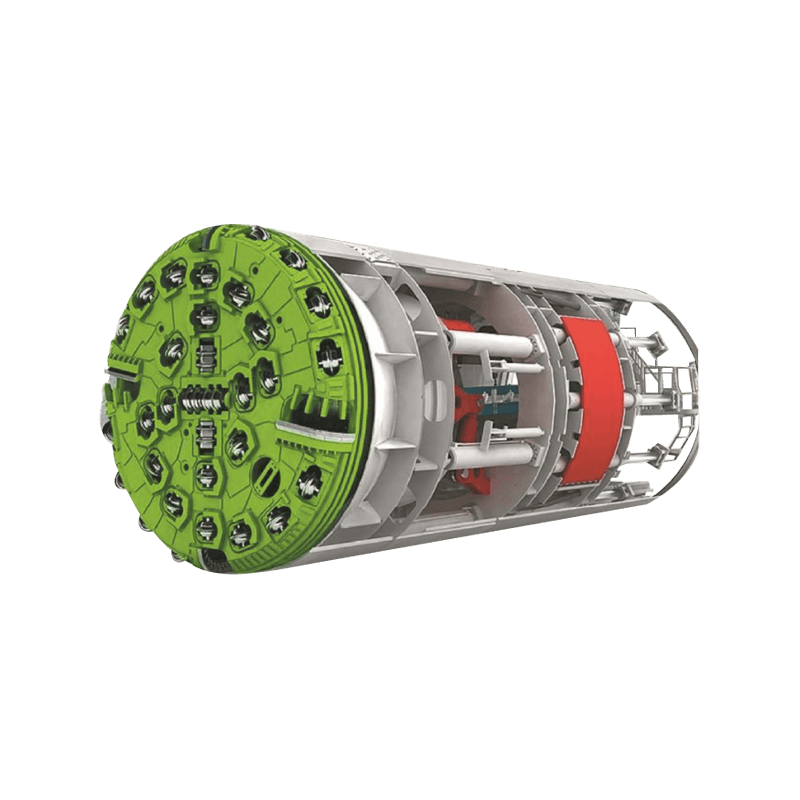
EPB-koneet ovat kaupunkitunneloinnin työhevonen pehmeässä maaperässä, sekalaisessa maaperässä ja vettä kantavissa olosuhteissa. He käyttävät itse kaivettua materiaalia, joka on käsitelty vaahdolla, polymeerillä tai bentoniittilisäaineilla, ylläpitämään pintapainetta ja estämään maan painumista tunnelin yläpuolelle. EPB TBM:n valmistuksen monimutkaisuus keskittyy ruuvikuljetinjärjestelmään, joka ohjaa materiaalin poistonopeutta tasapainottaakseen pintapainetta, leikkurin päähän integroituun vaahtoruiskutusjärjestelmään ja suojarunkoon, jonka on kestettävä ympäröivän maan koko maan ja veden paine. EPB-koneiden leikkuupään geometria eroaa olennaisesti kovan kiven rakenteista – se sisältää kaavinta, kauhakauhaa ja maankäsittelyportteja levyleikkurin koteloiden sijaan.
Slurry Shield TBM:t
Slurry TBM:iä käytetään löysässä, vedellä kyllästetyssä maassa, jossa edes EPB-pintojen käsittely ei riitä säilyttämään vakautta. Ne ylläpitävät pintapainetta käyttämällä paineistettua bentoniittilietettä, joka täyttää kaivukammion ja jota tukee leikkurin takana oleva laipio. Liete pumpataan pinnalle putkilinjaa pitkin, käsitellään erotuslaitoksessa lian poistamiseksi ja kierrätetään takaisin pintaan. TBM-valmistus lietekoneille sisältää erotuslaitoksen tuotannon osana koko järjestelmän laajuutta – ylimääräinen tekninen haaste, joka sisältää hydrosyklonit, sentrifugit ja lietteen pumppausinfrastruktuurin itse koneen lisäksi.
Sekamaa- ja vaihtelevan tiheyden TBM:t
Jotkut monimutkaisimmista koskaan valmistetuista TBM:istä ovat koneita, jotka on suunniteltu sekapintaisiin olosuhteisiin – tunneleihin, jotka kulkevat sekä kiven että pehmeän maan läpi saman tunnelin poikkileikkauksen sisällä tai jotka siirtyvät kovan kiven ja pehmeän maan vyöhykkeiden välillä linjausta pitkin. Näissä vaihtelevan tiheyden tai sekajauhetun TBM:n on sisällettävä sekä kiekkojyrsimet että pehmeähiotut leikkuutyökalut samassa leikkuupäässä, ja niissä on muunnettavat kaivukammiot, jotka voivat vaihtaa EPB- ja kovakivitilojen välillä ajon aikana. Näiden koneiden valmistaminen edellyttää samanaikaisten ristiriitaisten suunnitteluvaatimusten ratkaisemista, jotka työntävät TBM-tekniikan äärirajoihinsa.
Jokaisessa TBM:ssä valmistetut ydinkomponentit
Tyypistä riippumatta jokaisella tunnelinporauskoneella on yhteisiä perusosajärjestelmiä, jotka on suunniteltava ja valmistettava toimimaan yhdessä tarkasti integroituna järjestelmänä. Näiden ydinkomponenttien ymmärtäminen selittää, miksi TBM-valmistus on niin teknisesti vaativaa ja aikaa vievää.
| Komponentti | Toiminto | Avainvalmistuksen haaste |
| Leikkuripää | Kaivaa tunnelin pinnan pyörimällä kiveä tai maata vasten | Rakenteellinen eheys yhdistettyjen työntö- ja vääntömomenttikuormien alla; leikkurityökalun paikannustarkkuus |
| Päälaakerikokoonpano | Tukee leikkuupäätä ja välittää työntövoimaa ja vääntömomenttia | Laakerin käyttöikä jatkuvassa suuressa kuormituksessa; tiivistys maaperän likaantumista vastaan |
| Suojarunko | Suojaa työntekijöitä ja laitteita; tarjoaa rakenteellisen asunnon | Tarkka pyöreys segmentin pystytykseen; maapaineen kestävyys |
| Työntövoimasylinterijärjestelmä | Työntää konetta eteenpäin asennettua tunnelin vuorausta vasten | Synkronoitu iskunsäätö kaikissa sylintereissä; tiivisteen luotettavuus |
| Segmentti Erector | Poimii ja asentaa betonielementtejä | Paikannustarkkuus; tyhjiöjärjestelmän luotettavuus; kantavuus |
| Vetomoottorit ja vaihteistot | Tehosta leikkuupään pyörimistä | Tehon tiheys suljetussa tilassa; lämmönhallinta |
| Hydraulinen voimayksikkö | Antaa voiman kaikille hydraulijärjestelmille, mukaan lukien työntövoima ja pystytys | Järjestelmän integrointi; redundanssi; suljetun tilan lämmönpoisto |
| Ohjaus- ja ohjausjärjestelmä | Navigoi tunnelin linjauksessa ja valvoo kaikkia järjestelmiä | Tarkkuus GPS-estossa maanalaisessa ympäristössä; reaaliaikainen tietojen integrointi |
TBM:n valmistusprosessi askel askeleelta
Tunneliporauskoneen valmistusprosessi sopimuksen tekemisestä tehdashyväksyntätestaukseen on pitkä, monivaiheinen suunnittelu- ja tuotantoohjelma. Järjestyksen ymmärtäminen selventää, miksi TBM:n toimitusajat ovat tyypillisesti 12–24 kuukautta jopa kokeneille valmistajille, joilla on vakiintuneet toimitusketjut.
Vaihe 1 — Geotekninen ja projektivaatimusten analyysi
Ennen kuin yksittäinen komponentti suunnitellaan, TBM-valmistajan suunnittelutiimi suorittaa yksityiskohtaisen analyysin asiakkaan toimittamista geoteknisistä tutkimustiedoista. Tämä sisältää kairanreiän lokit, kallion lujuusparametrit, pohjaveden paineprofiilit, hankaustestitulokset ja maan läpäisevyystiedot koko tunnelin linjauksesta. Tämä analyysi ohjaa suoraan leikkuupään suunnittelua, työntövoimajärjestelmän mitoitusta, laakereiden eritelmiä ja maankäsittelyjärjestelmän kokoonpanoa. Epätarkkojen tai riittämättömien pohjatietojen perusteella suunniteltu kone toimii huonommin tai epäonnistuu – geotekninen analyysi on perusta, jolle koko suunnittelu rakennetaan.
Vaihe 2 – Räätälöity suunnittelu ja suunnittelu
Kun maaolosuhteet on luotu, suunnittelutiimi kehittää täydellisen TBM-suunnittelun käyttämällä edistynyttä 3D CAD -ohjelmistoa ja elementtianalyysiä. Teräpään rakenne on analysoitu yhdistettyjen työntövoiman ja vääntömomentin kuormitusskenaarioiden osalta. Päälaakerien käyttöikälaskelmat on tehty ISO 281 -laakerien käyttöikäteorialla, joka on sovitettu TBM-kohtaisiin kuormitusspektriin. Suojuksen rungon pyöreyden toleranssit asetetaan segmentin vuorauksen geometrian perusteella. Jokainen rakennevalmistuksen tärkeä hitsaus on suunniteltu ja dokumentoitu asiaankuuluvien rakennemääräysten mukaisesti. Pelkästään tämä suunnitteluvaihe kestää tyypillisesti kolmesta viiteen kuukautta halkaisijaltaan suuren TBM:n tapauksessa ja tuottaa kymmeniä tuhansia teknisiä piirustuksia ja teknisiä tietoja.
Vaihe 3 – Materiaalin hankinta ja toimitusketju
TBM-valmistus vaatii valtavan valikoiman erikoismateriaaleja ja komponentteja, joista monilla on pitkät toimitusajat. Erittäin luja teräsrakennelevy teräpäälle ja suojuksen rungolle, halkaisijaltaan suuri kääntörengaslaakerit, suuren vääntömomentin planeettavaihteistot, tarkan iskun ja paineen mukaan valmistetut hydraulisylinterit ja erikoistuneet tiivistysjärjestelmät vaativat kaikki hankinnan ajoissa, jotta valmistus ei viivästy. Päälaakerikokoonpanolla – massiivisella kääntörenkaalla, jonka halkaisija voi ylittää kolme metriä suuressa TBM:ssä – on usein erillinen valmistuksen läpimenoaika kuudesta yhdeksään kuukauteen, ja se on tyypillisesti kriittinen reittikohde koko TBM:n toimitusaikataulussa.
Vaihe 4 – Rakennevalmistus
TBM:n rakenteelliseen valmistukseen kuuluu raskaiden teräslevyosien leikkaaminen, muotoilu ja hitsaaminen tärkeimpiin rakennekokoonpanoihin - leikkuripäähän, etulevyyn, takasuojukseen ja takavaihdekomponentteihin. Tämän työn suorittavat sertifioidut rakennehitsaajat käyttäen ennalta hyväksyttyjä hitsausmenetelmiä, ja ne tarkastetaan ainetta rikkomattomilla testeillä, mukaan lukien ultraääni-, magneettipartikkeli- ja radiografinen tutkimus. Mittojen hallinta valmistuksen aikana on kriittistä – suojuksen rungon on oltava pyöreä tiukoilla toleransseilla, jotta tunnelin vuoraussegmentit voidaan asentaa yhtenäisellä rakogeometrialla. Suuret rakenneosat koneistetaan valmistuksen jälkeen, jotta saavutetaan tarvittavat rajapintojen toleranssit liitospinnoilla.
Vaihe 5 — Mekaaninen ja hydraulinen kokoonpano
Kun rakennevalmistus on valmis, kone kootaan asteittain mekaanisine, hydrauliikka- ja sähköjärjestelmineen. Päälaakeri on asennettu ja kiristetty ohjeiden mukaan. Käyttömoottorit ja vaihteistot on asennettu ja kohdistettu. Työntösylinterijärjestelmä on asennettu ja kaikki sylinterit painetestataan yksitellen ennen kytkemistä hydrauliseen voimayksikköön. Segmentin pystytysvarsi kootaan ja sen ulottuvuus, nopeus ja kantavuus tarkistetaan. Ohjausjärjestelmä on langallinen ja integroitu, ja kaikki anturitulot ja toimilaitteen lähdöt on tarkistettu ohjauslogiikan dokumentaatiota vastaan. Tämä kokoonpanovaihe on intensiivinen ammattitaitoisessa työvoimassa – TBM:n kokoonpano vaatii teknikoita, jotka ymmärtävät koko järjestelmän integroinnin, eivät vain yksittäisten komponenttien asennusta.
Vaihe 6 – Tehdashyväksyntätestaus
Ennen kuin TBM lähtee tehtaalta, se käy läpi kattavan Factory Acceptance Test (FAT) -testin, jonka todistavat asiakas ja hänen tekniset edustajansa. FAT varmistaa, että kaikki järjestelmät toimivat spesifikaatioiden mukaisesti valvotuissa olosuhteissa – teräpään pyörimisnopeus ja vääntömomentti, työntösylinterin voima ja isku, segmentin pystytysalue ja kuormituskapasiteetti, hydraulijärjestelmän paine ja virtaus, sähköjärjestelmän toiminta ja ohjausjärjestelmän vaste. Ohjausjärjestelmä on kalibroitu ja varmennettu. Kaikki FAT:n aikana havaitut puutteet on korjattava ennen kuin kone hyväksytään lähetettäväksi. FAT-tietueesta tulee osa koneen pysyvää dokumentaatiota, ja siihen viitataan koko sen käyttöiän ajan.

Tarkkuustekniikan standardit TBM-tuotannossa
TBM-valmistuksen tarkkuusvaatimukset kilpailevat raskaan ilmailu- ja puolustustarvikkeiden kanssa. Nämä toleranssit eivät ole mielivaltaisia – ne vaikuttavat suoraan koneen kykyyn rakentaa tunneli määritettyyn kohdistukseen, asentaa vuoraussegmenttejä vahingoittumatta ja ylläpitää vesitiiviitä liitoksia segmenttien välillä tunnelin käyttöiän ajan.
- Leikkurin pyöreys: Leikkuupään ulkohalkaisijan tulee olla ±2–3 mm:n sisällä nimellisreiän halkaisijasta, jotta suunniteltu ylileikkaus säilyy ja estetään suojuksen joutuminen maahan. Tämän toleranssin saavuttaminen valmistetussa teräsrakenteessa, jonka halkaisija on 5–12 metriä, vaatii hitsaustoimintojen huolellista järjestystä vääristymien ja kriittisten rajapintojen hitsauksen jälkeisen koneistuksen hallitsemiseksi.
- Päälaakerin istukan työstö: Päälaakerikokoonpanon paikantava kotelon reikä ja akselitappi on koneistettava toleransseihin alueella IT6–IT7 (0,010–0,025 mm) ja tarkastettava tarkkuuskoordinaattimittauskoneilla. Väärä laakerien istukan geometria lyhentää laakerien käyttöikää dramaattisesti ja voi aiheuttaa ennenaikaisen väsymisvian syvällä maan alla – erittäin kallis ja aikaa vievä korjausskenaario.
- Suojarungon pyöreys: Etu- ja takasuojasegmentit on koottava ja koneistettava ympyrämäisyystoleranssiin, joka on tyypillisesti 5–10 mm koko halkaisijalta, varmistaen, että suojuksen ja asennettujen vuoraussegmenttien välinen rengasrako on tasainen kehän ympärillä. Tämä konsistenssi on kriittinen hännän ihon tiivisteen tehokkuuden kannalta – suojuksen hännän ja vuorauksen välisen raon tiivistävien harjojen ja rasvan on koskettava tasaisesti pohjaveden pääsyn estämiseksi.
- Työntösylinterin iskun synkronointi: Suuressa TBM:ssä 30–50 yksittäisen työntösylinterin täytyy ulottua ja vetäytyä tarkasti koordinoiduissa ryhmissä ohjatakseen koneen kaltevuutta ja kallistusta sen ohjattaessa tunnelin suuntausta pitkin. Sylinterit on valmistettava yhdenmukaisilla iskuntoleransseilla ja ohjausjärjestelmä on kalibroitava, jotta paikan synkronointi pysyy muutaman millimetrin sisällä koko sylinterin iskun yli.
- Levyleikkurin kotelon asento: Kovan kiven TBM:issä jokaisen lautasleikkurin kotelon asema teräpään pinnassa on asetettava tarkasti suunniteltuun leikkaussäteeseen, jotta kaikki samalla säteellä olevat leikkurit seuraavat samaa uraa kallion pinnassa. Asentovirheet jyrsinten välissä aiheuttavat yksittäisten jyrsinten ylikuormitusta ja nopeutettua kulumista, mikä lyhentää terän käyttöikää ja lisää aikaa vievien jyrsinten vaihtojen tiheyttä maan alla.
Avainteknologiat, jotka ohjaavat nykyaikaista TBM-valmistusta
Tunneliporauskoneiden valmistuksen huipputekniikka on kehittynyt merkittävästi viime vuosikymmeninä, mikä johtuu yhä haastavampien tunneliprojektien vaatimuksista ja digitaalisten suunnittelutyökalujen integroinnista, jotka eivät olleet aiempien sukupolvien TBM-suunnittelijoiden saatavilla.
Digital Twin ja simulaatio
Johtavat TBM-valmistajat kehittävät nyt jokaisesta koneesta täysin digitaalisia kaksoismalleja ennen valmistuksen aloittamista. Nämä mallit yhdistävät rakenneanalyysin, hydraulijärjestelmän simuloinnin ja ohjauslogiikkamallinnuksen järjestelmän suorituskyvyn tarkistamiseksi kaikissa tietyssä projektissa odotettavissa olevissa käyttöolosuhteissa. Digitaalisten kaksosten avulla insinöörit voivat tunnistaa käyttöliittymäristiriidat, optimoida komponenttien sijoittelun ja simuloida vikaskenaarioita ennen kuin yksittäinen teräspala leikataan. Käytön aikana digitaalinen kaksoisyksikkö voidaan päivittää jatkuvasti todellisilla konetiedoilla, mikä tukee ennakoivaa huoltoa ja vianetsintää valmistajan suunnittelukeskuksesta kaikkialla maailmassa.
Edistyneet leikkuupään materiaalit ja kulumissuoja
Leikkuupään kuluminen on yksi tärkeimmistä tekijöistä, jotka rajoittavat TBM:n etenemisnopeutta ja lisäävät huoltokustannuksia hiomamaassa. Nykyaikainen TBM-valmistus sisältää edistyneitä kulumissuojastrategioita, kuten volframikarbidin kulumispainikkeet, kromikarbidin päällyslevyn ja keraamiset komposiittikulutusterät leikkurin korkeimman kulumisen alueilla. Kulutussuojan valintaa ja sijoittelua analysoidaan nyt laskennallisen nestedynamiikan ja diskreettien elementtien mallinnuksen avulla kulumiskuvioiden ennustamiseksi projektin erityisissä maa- ja kiviolosuhteissa, jolloin suoja voidaan keskittää sinne, missä sitä eniten tarvitaan, eikä tasaista levitystä.
Automatisoitu hitsaus ja robottivalmistus
Vaikka suuri osa TBM:n valmistuksesta on edelleen erittäin ammattitaitoisten manuaalisten hitsaajien varassa, automatisoitujen hitsausjärjestelmien integrointi on parantanut hitsin yhtenäisyyttä ja tuottavuutta suurien hitsausliitoksissa. Robottihitsauskennoja käytetään toistuviin rakenteellisiin hitsauksiin suojarunkolevyissä ja pinnan osissa, joissa tasainen hitsin geometria on kriittinen. Upotettua kaarihitsausta käytetään laajalti paksujen levyosien raskaisiin päittäishitseihin, mikä tarjoaa syvän tunkeutumisen ja korkean saostusnopeuden luotettavalla laadulla. Nämä automatisoidut prosessit vapauttavat ammattitaitoiset hitsaajat keskittymään monimutkaisiin liitoskohtiin, joissa heidän asiantuntemuksensa tuo eniten lisäarvoa.
Reaaliaikaiset suorituskyvyn seurantajärjestelmät
Nykyaikaiset TBM:t on varustettu sadoilla antureilla, jotka tarkkailevat kaikkea yksittäisen työntösylinterin voimasta päälaakerin lämpötilaan, leikkuupään vääntömomenttiin, pintapaineeseen, perätiivisteen rasvan ruiskutuspaineeseen ja segmentin pystytysasemaan. Nämä tiedot kirjataan reaaliajassa, näytetään käyttäjälle, välitetään projektiinsinöörin toimistoon ja monissa tapauksissa jaetaan turvallisesti TBM-valmistajan suunnittelutiimin kanssa. Kyky seurata koneen suorituskykyä etänä on muuttanut valmistajien tavan tukea laitteitaan kentällä, mikä mahdollistaa uusien ongelmien nopean diagnoosin ennen kuin ne kehittyvät kalliiksi vioista.
Globaalit TBM-valmistajat ja niiden valmistuspaikat
TBM-valmistusteollisuus on keskittynyt muutamiin suuriin kansainvälisiin valmistajiin, joilla jokaisella on erikoistunut suunnittelukyky ja tuotantolaitokset, jotka pystyvät tuottamaan maailman suurimpia ja monimutkaisimpia koneita.
- Herrenknecht AG (Saksa): Yksikkövolyymin ja liikevaihdon perusteella maailman suurin TBM-valmistaja, jonka pääkonttori sijaitsee Schwanaussa, Saksassa. Herrenknecht valmistaa kaikkia TBM-tyyppejä pienistä mikrotunnelointikoneista suurihalkaisijaisiin liete- ja EPB-koneisiin. Suuret tuotantolaitokset sijaitsevat Saksassa ja kokoonpanotoimintaa maailmanlaajuisesti. He ovat toimittaneet koneita joihinkin maailman haastavimpiin tunnelointiprojekteihin, kuten Gotthardin tunneliin ja lukuisiin metrojärjestelmiin Aasiassa ja Lähi-idässä.
- The Robbins Company (USA): Robbins, joka on yksi vanhimmista ja tunnetuimmista nimistä TBM-valmistuksessa, oli kova kiven TBM-teknologian edelläkävijä ja on edelleen johtava kalliotunnelointiin tarkoitettujen kaukokeilatarrainten TBM:ien valmistaja. He valmistavat ja kunnostavat koneita Yhdysvalloissa sijaitsevissa tiloissa, ja niillä on maailmanlaajuinen huolto- ja tukiverkosto laitteilleen maailmanlaajuisesti.
- NFM Technologies (Ranska, osa Bouygues-konsernia): Ranskalainen TBM-valmistaja, jolla on vahva asiantuntemus suuriläpimittaisista kaupunkitunnelointikoneista, erityisesti liete- ja EPB-tyypeistä haastaviin eurooppalaisiin ja kansainvälisiin projekteihin. NFM on toimittanut koneita suuriin metroprojekteihin Pariisissa, Roomassa ja kaikkialla Kaakkois-Aasiassa.
- CREG – China Railway Engineering Equipment Group: Kiinan suurin TBM-valmistaja ja nyt yksi maailman suurimmista volyymiltaan, CREG on kehittänyt nopeasti suunnittelu- ja valmistuskykyään yhdistämällä lisensoitua teknologiaa ja kotimaisia T&K-investointeja. CREG toimittaa suurimman osan TBM:istä, joita käytetään Kiinan massiivisissa meneillään olevissa metro- ja suurnopeusjunien tunneleiden rakentamisohjelmissa, ja on alkanut viedä vientiä kansainvälisille markkinoille.
- Kawasaki Heavy Industries ja Mitsubishi Heavy Industries (Japani): Molemmilla japanilaisilla konepajaryhmittymillä on pitkä historia TBM-valmistuksessa, pääasiassa Japanin kotimarkkinoilla ja valikoiduissa vientiprojekteissa. Japanilainen TBM-valmistus tunnetaan erittäin korkeasta rakennuslaadusta ja tarkkuudesta, ja se on erityisen vahva kilpikonetekniikassa pehmeän maan kaupunkitunnelointiin.
- Caterpillar (Lovat-divisioona, Kanada): Caterpillar osti kanadalaisen TBM-valmistajan Lovatin ja jatkaa EPB- ja lietekoneiden tuotantoa Caterpillarin tunnelointibrändillä. Heidän koneitaan käytetään laajasti Pohjois-Amerikan infrastruktuurin tunnelointiprojekteissa, mukaan lukien vesihuolto ja kaupunkiliikenne.
TBM:n kunnostus ja uudelleenvalmistus
Merkittävä ja kasvava segmentti TBM-valmistusteollisuudessa on käytettyjen koneiden kunnostus ja uudelleenvalmistus uusia tunneliprojekteja varten. Ottaen huomioon uuden TBM:n valtavat kustannukset – halkaisijaltaan suuri kone voi maksaa 15–50 miljoonaa dollaria tai enemmän – projektien omistajat ja urakoitsijat arvioivat kunnostettuja koneita yhä useammin kustannustehokkaaksi vaihtoehdoksi, kun projektin olosuhteet ovat yhteensopivia olemassa olevan koneen teknisten vaatimusten kanssa.
TBM:n kunnostukseen kuuluu tyypillisesti kaikkien tärkeimpien järjestelmien purkaminen, kuluvien komponenttien tarkastus ja vaihto, rakenneosien kunnostus, päälaakerin kunnostus, hydraulisten tiivisteiden ja sylinterien vaihto sekä sähkö- ja ohjausjärjestelmien täydellinen uusiminen. Suuremmissa saneerausprojekteissa teräpäätä voidaan muuttaa leikkurin asettelun muuttamiseksi erilaisiin maaperäolosuhteisiin tai suojan halkaisijaa voidaan säätää hieman lisäämällä tai poistamalla teräsosia pintalevyyn. Hyvin toteutettu kunnostus voi pidentää koneen käyttöikää yhdellä kokonaisella projektilla ja joskus enemmänkin, murto-osalla uuden koneen hinnasta.
Tunneliporauskoneiden valmistuksen haasteet ja tulevaisuuden trendit
TBM-valmistus kohtaa joukon jatkuvia teknisiä ja kaupallisia haasteita, jotka muokkaavat alan kehitystä tulevalla vuosikymmenellä. Suurempien, syvempien ja automatisoitujen tunnelointiratkaisujen kysyntä siirtää nykyisen TBM-teknologian rajoja ja ajaa merkittäviä T&K-investointeja koko teollisuudelle.
- Koneen halkaisijan lisääminen: Suuntaus kohti suurempia tunneleiden halkaisijoita valtatie- ja yhdistettyjen metro/tietunneleiden osalta tuottaa poikkeuksellisen mittakaavan koneita. Halkaisijaltaan yli 15 metrin koneet asettavat rakenteellisia ja logistisia haasteita, jotka vaativat uusia teknisiä ratkaisuja – tällaisten koneiden kuljettaminen, kokoaminen ja laukaisu laukaisukuilun suljetussa tilassa vaatii huolellista suunnittelua valmistus- ja toimitusprosessin jokaisessa vaiheessa.
- Automaattiset leikkurinvaihtojärjestelmät: Kovan kiven TBM-levyjen vaihtaminen edellyttää työntekijöiden menevän kaivauskammioon ilmakehän tai paineistettuina olosuhteissa ja vaihtaakseen kuluneet jyrsimet manuaalisesti – yksi vaativimmista ja vaarallisimmista tunnelointitehtävistä. Useat valmistajat kehittävät robottileikkurin vaihtojärjestelmiä, jotka voivat suorittaa tämän työn etänä ja eliminoida työntekijöiden altistumisen vaaralliselle paineistetulle kaivuympäristölle. Yli 200 kg:n teräpainojen käsittelyyn kykenevien manipulaattorien kehittäminen ahtaissa, märissä ja saastuneissa tiloissa on merkittävä tekninen haaste.
- Käyttöjärjestelmien sähköistys: Lisääntyvä maanalaisen ilmanlaatuun ja hiilidioksidipäästöihin kohdistuva paine nopeuttaa täyssähköisten TBM-käyttöjärjestelmien kehitystä, jotka eliminoivat koneesta hydrauliöljyn ja dieselpohjaisen tehon. Sähköiset suoravetoiset leikkurin moottorit, sähköiset työntösylinteritoimilaitteet ja akku- tai verkkokäyttöinen tunnelilogistiikka ovat kaikki suurten valmistajien aktiivisessa kehittämisessä.
- Toimitusketjun kestävyys: Viime vuosien maailmanlaajuiset häiriöt ovat paljastaneet haavoittuvuuksia laajennetuissa toimitusketjuissa, joista TBM-valmistajat ovat riippuvaisia – erityisesti halkaisijaltaan suurien laakereiden, erikoishydraulisten komponenttien ja elektronisten ohjausjärjestelmien osalta. Valmistajat työskentelevät aktiivisesti pätevöittääkseen vaihtoehtoisia toimittajia, kasvattaakseen strategisten komponenttien varastoa ja joissakin tapauksissa tuodakseen aiemmin ulkoistettujen komponenttien valmistuksen taloon vähentääkseen altistumista toimitusketjun häiriöille.
- AI-avusteinen ohjaus ja itsenäinen toiminta: Tekoälyn integrointi TBM:n ohjaus- ja ohjausjärjestelmiin on aktiivinen kehitysalue. Historiallisella projektidatalla koulutetut koneoppimismallit voivat optimoida ohjausparametreja, ennustaa vuorausrenkaan rakenteen laatua ja varoittaa käyttäjiä kehittyvistä maaolosuhteista ennen kuin ne aiheuttavat toimintaongelmia. Täysin itsenäinen TBM-toiminta on edelleen pidemmän aikavälin tavoite, mutta rutiininomaisten operatiivisten tehtävien asteittainen automatisointi on jo käytössä nykyisissä projekteissa.
Viimeisiä ajatuksia TBM:n valmistuksesta
Tunneliporauskoneiden valmistus on rakennesuunnittelun, tarkkuuskoneistuksen, hydrauliikan, elektroniikan ja materiaalitieteen risteyksessä – ja se tekee sen mittakaavassa, johon harvat muut teollisuudenalat pystyvät vastaamaan. Jokainen tehtaalta lähtevä TBM on räätälöity ratkaisu tiettyihin geologisiin ja projektihaasteisiin, ja tämän suunnittelun ja valmistuksen laatu näkyy viime kädessä siinä, kuinka luotettavasti kone porautuu maan läpi, kuinka johdonmukaisesti se asentaa laadukkaan tunnelin vuorauksen ja kuinka turvallisesti se tuo työntekijät kotiin jokaisen työvuoron lopussa.
Kun maailmanlaajuinen infrastruktuurin kysyntä jatkaa investointeja maanalaiseen rakentamiseen, TBM-valmistajilla on edessään jännittävä ja vaativa tulevaisuus – kasvavan kokoisia, monimutkaisempia ja teknisesti kehittyneempiä koneita toimittaen samalla toimitusketjujen hallinnassa, seuraavan sukupolven insinööreillä ja valmistajilla sekä integroimalla digitaalisia teknologioita, jotka määrittelevät tunnelien porauksen seuraavan puolen vuosisadan aikana. Kaikille tunnelin rakentamiseen, hankintoihin tai projektien kehittämiseen osallistuville on tärkeää ymmärtää, miten nämä poikkeukselliset koneet suunnitellaan ja rakennetaan, jotta he voivat tehdä tietoon perustuvia päätöksiä yhdestä monimutkaisimmista ja merkittävimmistä koskaan luoduista rakennuskoneista.










